|
 |
VOLTAGE BASED PLASMA TORCH HEIGHT CONTROL An arc voltage based height control measures the DC voltage between the Torch head in your plasma and the work plate you are cutting. The Torch is negative (-) and work plate is positive (+). It is actually measuring the voltage that is created by the resistance of the plasma arc. Voltage Controlled THC has a voltage setting that is controlled by the machine operator. This is the reference voltage that the height control will try to keep. If the Torch moves UP position the Arc Voltage increase and when the Torch move DOWN or getting closer to the work plate the Arc Voltage decreases. During cutting process if the operator sets 120 volts on the height control and the actual voltage that the Voltage Controlled THC measures between the electrode and plate is 140 volts the Voltage Controlled THC control the Z axis drive motor to move the torch closer to the work plate till the voltage of 120 volts is achieved. So, the arc voltage based height control compares the SET voltage to the actual Arc Voltage .
So far so good, but: 1. When the cutting speed is reduced, the plasma torch burns a wider kerf, consequences the Arc Voltage increase and Voltage Controlled THC makes the torch move closer to the work plate. DIVING OCCURS. 2. When the cutting machine de-accelerates for sharp corners or small parts this is the same as the reduced speed. The torch will DIVE. Some plasma machine controllers have a Voltage Controlled THC disable function that "freezes" the torch height, as you guess, CRASH occurs ! 3. If parts are nested too closely, or you are cutting on the edge of the plate, the Arc Voltage will be too high and the torch will DIVE 5. A poor ground clamp connection between the plasma and the work plate will cause the torch to DIVE. Dirty, oxidized slats, loose connections, of plate will all cause this issue. 6. Moisture or other contamination in your air supply will cause height to fluctuate as these change the resistance of the arc. 7. Air pressure fluctuation during the cut will cause the height to fluctuate. 8. The electrode and nozzle wear will cause the torch to get closer to the plate. If you use Voltage Controlled THC only, it is not adequate for cutting quality, nozzle and electrode life. Capacitive Sensor protect your TORCH and allows high cutting quality
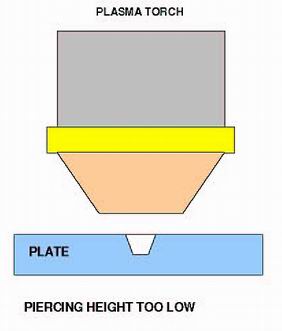
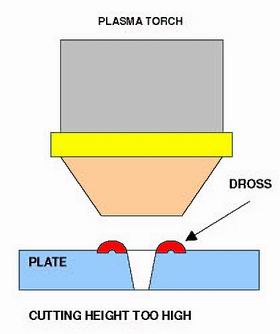
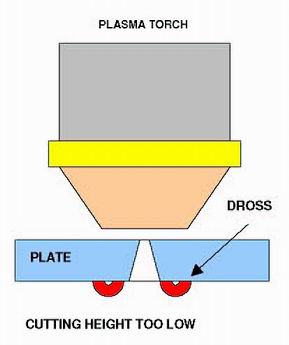
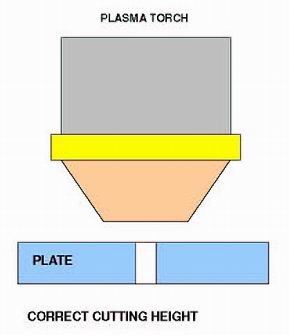
IMPROPER HEIGHT ADJUSTMENT CAUSES
|
|
|
Contact: agelkom@gmail.com
|